FDT多齿分度台 立式多齿分度台 细分多齿分度台 分度台【上海弘测】
多齿分度台


设备概述:
多齿分度台是检测角度的精密仪器,它既可作为角度基准用于测量,又可作为分度装置用于精密加工。它与光电自准直仪配合使用,可检测基数为360°/n(n为齿数)的各种多面棱体、角度块规、光学棱镜等高精度角度器件。作为分度装置用于加工时,可在普通铣、镗、磨等机床上加工角度要求很高的精密零件(如:孔位、垂直面、平行面等)。多齿分度台的细分和组合差动还可进行高精度的任意角度测量。
本产品具有分度精度、重复精度、自动定心精度高,结构简单,操作方便等特点。它适用于科研、计量部门的试验,仪器及机械制造业的计量、检测和加工之用。
设备结构:
分度台主要有一对多齿盘和升降、锁紧机构组成。
多齿盘是一对直径、齿数、齿形等完全相同的平面向心齿轮,它的每一个齿的形状、精度、节距等几乎完全相等,在上、下两齿盘的相互啮合中,由于齿的啮合平均效应作用,使其获得极高的分度精度。
升降、锁紧机构是由偏心装置组成,它主要保证上齿盘平稳升降和旋转,并使上、下齿盘在啮合时获得恒定的轴向正压力,使上、下齿盘紧密啮合。
使用方法:
多齿分度台系列有立式多齿分度台、细分多齿分度台、立卧两用式多齿分度台。立卧两用式多齿分度台可在台面水平、垂直或倾斜状态下使用,其余多齿分度台均应保持台面在水平状态使用。
细分多齿分度台是在720齿立式多齿分度台基础上,加上细分机构而成的。
3.1立式、立卧两用式多齿分度台使用方法
多齿分度台的外形如图1、图2、图3所示,使用前应小心地将多齿分度台安放在平台上,将台面清洗干净,手柄顺时针旋转180°到定位点(手柄位置处于水平),由于偏心轴作用,此时上齿盘被抬起,上、下齿盘脱开,然后转动上齿盘,到指标线对准刻度环零位,将手柄逆时针旋转180°到定位点,此时上、下齿盘重新啮合,多齿分度台起始位置为零;然后以同样操作方法将上齿盘转到下一测量位置,此时指标线对准的刻度环上的角度值,即为被测角度值。由于多齿分度台在脱开啮合位置时,台面处于活动状态,没有定位精度,因此,在使用过程中,只有齿盘处于啮合位置才能进行测量、读数。
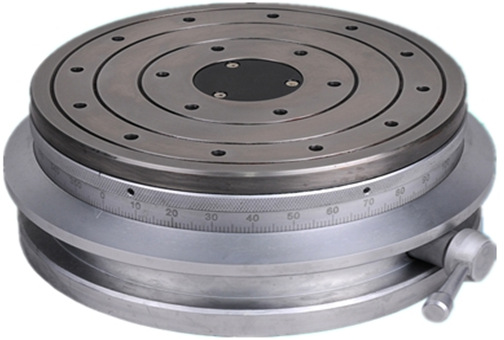
图1立式多齿分度台
1、上齿盘2、刻度环3、下齿盘4、手柄
图2立卧两用多齿分度台卧式状态
1、角板2、上齿盘3、刻度环4、下齿盘5、手柄
图3细分多齿分度台外形图
图4细分多齿分度台读数示例图
3.2细分多齿分度台使用方法
3.2.1细分多齿分度台应放置在水平平板上使用,不得倾斜使用。
3.2.2细分多齿分度台使用是先旋转多齿分度台到所需整度数,然后再旋转至所需度数的分、秒位置。它的读数是先在多齿分度台刻度环上读整度数,如图4示列,21°4′8.2″在齿盘刻度环读21°(左下图),再在细分鼓轮(左上图)固定读数套筒(右边横线)上读4′,在活动读数套筒(左边竖线)上读8.2″。由于细分多齿分度台的齿盘是720齿,刻度环上每一刻度表示0.5°(即30′),当多齿分度台刻度环上的读数是xx.5°时,则齿盘读数去掉.5°,在固定读数套上的读数应加上30′如示例20°34′8.2″,在多齿分度台刻度环读21.5°时,把0.5°变成30′即20°30′,再在细分鼓轮上读4′8.2″,两者相加即20°34′8.2″;细分鼓轮的活动读数套筒最小刻度值为0.1″,一圈为30″,角秒的读数方法同千分尺,如示例20°34′38.2″,在多齿分度台刻度环读21°30′,在细分鼓轮的固定读数套筒上,横线上半部分每格1′,下半部分相应在每格中间刻线,即为30″,该例中活动读数套筒超过4′刻线1圈,所以角秒读数要加30″即成38.2″,再加整度数部分,得到读数20°34′8.2″。
3.2.3为减少测量误差,消除死程,细分鼓轮应顺时针方向(即读数减小方向或丝杆旋进方向)单方向对线,如旋过头,应退回十来秒再顺时针对线。
多齿分度台的整度部分可任意方向旋转对线,不受此约束。
3.2.4使用一段时间发现细分鼓轮(微分筒)转动不灵活时,可取下细分多齿分度台标牌上四个螺钉,即出现加油孔,加入数滴仪表油,再装上标牌,并将细分鼓轮来回旋转一遍,使油膜均匀。
3.2.5每天使用前应将细分鼓轮从0~30′来回旋转一遍,以保证楔块接触面的润滑。
性能特点:
- 分度精度高,重复精度高,定性精度高;
- 结构简单,操作方便;
- 利用了多齿的啮合平均效应,降低误差,保证精度;
- 多种规格可供选择,适用场合范围更广,立卧两用式多齿分度台可在台面水平、垂直或倾斜状态下使用;
- 为适合相应检测功能,刻度圈有明确分度标示;
- 差动多齿分度台分度更高,细分多齿分度台可实现任意角度测量。程控多齿分度台可实现自动测量;
技术指标:
| 型号 | 台面 直径(mm) | 安装孔尺寸(mm) | 外型 尺寸(mm) | 精度 (峰峰值) | 测角重复 精度 | 最小 分度值 (度) | 承载能力 (Kg) | 自身重量 (Kg) | 备注 |
| FDT- 360A | Φ205 | Φ82-6-M6 Φ124-8-M6 Φ165-12-M6 | Φ235×83 | 0.2″ 0.5″ | 0.06″ 0.12″ | 1 | 30 | 20 | |
| FDT- 360X | Φ108 | Φ40-3-M5 Φ80-6-M5 | Φ140×60 | 0.3″ 0.5″ | 0.12″ | 1 | 10 | 4 | |
| WFDT-360X | Φ108 | Φ80-6-M5 | Φ140×80 | 0.3″立 0.5″卧 | 0.12″ | 1 | 10 | 5 | 立卧两用 |
| FDT-360D | Φ140 | Φ100-6-M6 | Φ180×83 | 0.2″ 0.5″ | 0.06″ 0.12″ | 1 | 20 | 8 | |
| WFDT-360E | Φ160 | Φ80-6-M5 | Φ180×100 | 0.2″立 0.3″卧 | 0.06″ 0.12″ | 1 | 20 | 10 | 立卧两用 |
| FDT- 391A | Φ205 | Φ82-6-M6 Φ124-8-M6 Φ165-12-M6 | Φ235×83 | 0.2″ 0.5″ | 0.06″ 0.12″ | 360/391 | 30 | 20 | |
| FDT- 391X | Φ108 | Φ40-3-M5 Φ80-6-M5 | Φ140×60 | 0.3″ 0.5″ | 0.12″ | 360/391 | 10 | 4 | |
| WFDT-391X | Φ108 | Φ80-6-M5 | Φ140×80 | 0.3″立 0.5″卧 | 0.12″ | 360/391 | 10 | 5 | 立卧两用 |
| FDT- 391G | Φ140 | Φ100-6-M6 | Φ140 | 0.2″ 0.5″ | 1.06″ 0.12″ | 360/391 | 20 | 8 | |
| ZFDT-391D | Φ140 |
| Φ180×100 | 0.2″ 0.5″ | 2.06″ 0.12″ | 360/391 | 20 | 8 | |
| WFDT-391E | Φ160 | Φ80-6-M5 | Φ180×100 | 0.2″立 0.3″卧 | 0.06″ 0.12″ | 360/391 | 20 | 10 | 立卧两用 |
| FDT- 552A | Φ200 | Φ82-3-M6 Φ120-6-M6 | Φ225×85 | 0.2″ 0.5″ | 0.06″ 0.12″ | 360/552 | 30 | 20 | 中间有 孔径8mm |
| FDT- 552F | Φ205 |
| Φ245×105 | 0.2″ | 0.06″ | 360/552 | 30 | 20 | 带锥轴 |
| WFDT-720B | Φ205 | Φ120-6-M6 Φ165-6-M6 | Φ235×100 | 0.2″立 0.5″卧 | 0.06″ 0.12″ | 0.5 | 20 | 24 | 立卧两用 |
| FDT- 720A | Φ205 | Φ82-6-M6 Φ124-8-M6 Φ165-12-M6 | Φ235×83 | 0.2″ 0.5″ | 0.06″ 0.12″ | 0.5 | 30 | 20 | |
| XFDT-720A | Φ205 |
| 480×290×170 | 整分度≤0.2″ 综合精度≤1″ | 0.06″ 0.20″ | 0.1″ | 30 | 45 | 细分 分度台 |
附注:
1、391齿分度台是为检测17面及23面棱体而设计的,其分度值是以刻度环上的色点来表示,因此刻度环上的红点代表圆周23等分,绿点为17等分。2、552齿分度台是为检测经纬仪“一测回水平方向标准偏差”、“水平度盘直径全误差”等而设计的,它将圆周分成23和24等分,以满足检测要求,其刻度环上之红、绿点也分别表示23或24等分。
安装步骤:1对于新购置的立式多齿分度台,首先应将下齿盘底面之锁紧螺钉(图5)取下,然后安置于基座(平板)上即可使用
图5多齿分度台底面图
图6 391G多齿分度台外形图
图7细分多齿分度台底面图
图8细分多齿分度台侧面图
若分度台需长途搬运时,应先将分度台上、下齿盘处于啮合位置,然后将限位螺钉旋紧,使手柄处于固紧状态后装箱。
2对于新购置的FDT-391G多齿分度台,首先应将如图所示的蝶形螺母旋开,取掉螺栓,安置在(平板)上即可使用。
若分度台需长途搬运时,应先将分度台上、下齿盘处于啮合位置,然后将蝶形螺母和螺栓上、下齿盘锁紧,再装箱。
3新购细分多齿分度台先拆去外箱,将细分多齿分度台从底板上取下,将细分多齿分度台翻过来,将图7所示的四个内六角螺钉旋退6圈,再将细分多齿分度台翻回来,然后将图8所示的旋扭取下,松掉五个沉头螺钉,拆下侧面板,将旋扭轴上的橡胶套取下,再将侧面板装上,装上旋扭,即完成拆箱。装箱过程与之相反。
维护保养:1多齿分度台严禁在上、下齿盘脱开后随意转动升降手柄或搬动移位,以免碰伤齿面。
2 .多齿分度台必须在刻度环的刻度线与零位指示线对准后方可啮合,否则将碰伤齿面,影响仪器精度。
3使用细分多齿分度台时,旋转细分鼓轮不宜太快,以免使丝杆磨损加快。绝对禁止碰撞及用力扳动细分鼓轮,以免丝杆弯曲,影响仪器精度及使用。
4细分鼓轮旋过0分一圈多时,限位螺钉即碰到挡块,不可撞击及用力旋转使仪器零位走动。细分鼓轮退出30分一般不要超过两圈,如退出过多,发现碰到东西丝杆转不动时,不可硬旋,否则会使仪器失调或损坏。
5.多齿分度台是高精度测角工具,严禁敲击、碰撞,安置被测工件时,力量不易过大。不得随意拆卸以免造成精度丧失。
6.分度台使用过程中应注意防磁。
7.分度台应在清洁的环境中使用,严禁杂物进入齿盘内部。注意恒温、恒湿,工作温度为20°±4℃,相对湿度<65%。
8.使用完毕应将工作台面清洗干净,并油封,以防生锈。
CKFDT程控多齿分度台 多齿分度台 细分多齿分度台 分度盘【上海弘测】
程控多齿分度台

设备概述:
多齿分度台是检测角度的精密仪器,它既可作为角度基准用于测量,又可作为分度装置用于精密加工。它与光电自准直仪配合使用,可检测基数为360°/n(n为齿数)的各种多面棱体、角度块规、光学棱镜等高精度角度器件。作为分度装置用于加工时,可在普通铣、镗、磨等机床上加工角度要求很高的精密零件(如:孔位、垂直面、平行面等)。多齿分度台的细分和组合差动还可进行高精度的任意角度测量。
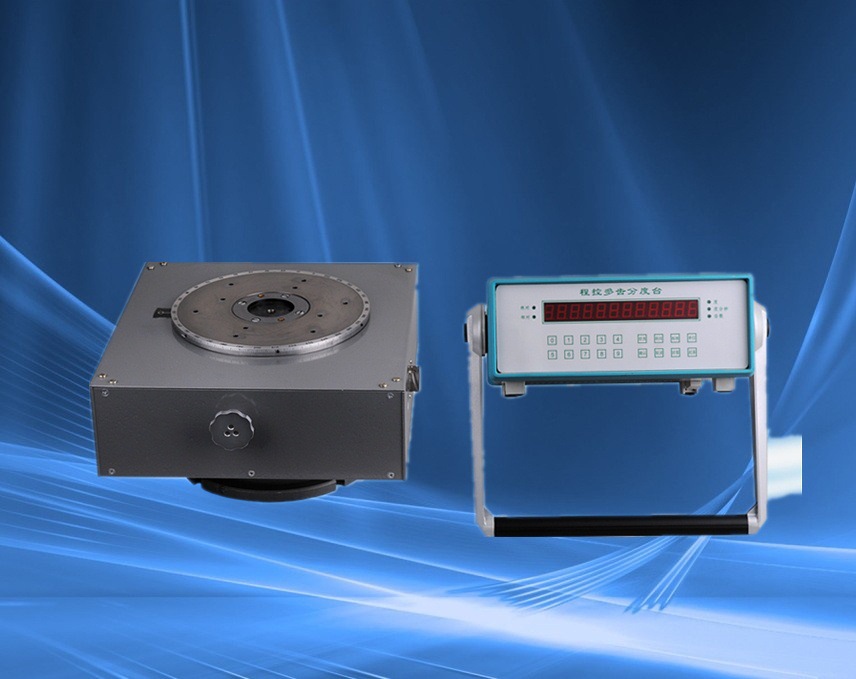
多齿分度台是一种高精度角度测量器具,广泛应用与高精度角度测量及需要高精度角度输出的产品上,一般的多齿分度台为手动机械,随着自动化机械的发展,我公司研制了程控多齿分度台,用单片机进行控制,实现了多齿分度台测量的自动化,。
仪器放置平板上与高精度数显自准直光管配合后可检定高精度角度块、高精度五棱镜及其它各种光学元件及镜面工件的角度。本仪器结构简单可靠,操作方便,便于调整和维护,适用于计量部门、角度基准制造工厂及厂矿企业计量室等有关精密计量单位作为精密仪器使用,是一种很实用角度标准。
本产品具有分度精度、重复精度、自动定心精度高,结构简单,操作方便等特点。它适用于科研、计量部门的试验,仪器及机械制造业的计量、检测和加工之用。
设备结构:
分度台主要有一对多齿盘和升降、锁紧机构组成。
多齿盘是一对直径、齿数、齿形等完全相同的平面向心齿轮,它的每一个齿的形状、精度、节距等几乎完全相等,在上、下两齿盘的相互啮合中,由于齿的啮合平均效应作用,使其获得极高的分度精度。
升降、锁紧机构是由偏心装置组成,它主要保证上齿盘平稳升降和旋转,并使上、下齿盘在啮合时获得恒定的轴向正压力,使上、下齿盘紧密啮合。
使用方法:
多齿分度台系列有立式多齿分度台、细分多齿分度台、立卧两用式多齿分度台。立卧两用式多齿分度台可在台面水平、垂直或倾斜状态下使用,其余多齿分度台均应保持台面在水平状态使用。
细分多齿分度台是在720齿立式多齿分度台基础上,加上细分机构而成的。
3.1立式、立卧两用式多齿分度台使用方法
多齿分度台的外形如图1、图2、图3所示,使用前应小心地将多齿分度台安放在平台上,将台面清洗干净,手柄顺时针旋转180°到定位点(手柄位置处于水平),由于偏心轴作用,此时上齿盘被抬起,上、下齿盘脱开,然后转动上齿盘,到指标线对准刻度环零位,将手柄逆时针旋转180°到定位点,此时上、下齿盘重新啮合,多齿分度台起始位置为零;然后以同样操作方法将上齿盘转到下一测量位置,此时指标线对准的刻度环上的角度值,即为被测角度值。由于多齿分度台在脱开啮合位置时,台面处于活动状态,没有定位精度,因此,在使用过程中,只有齿盘处于啮合位置才能进行测量、读数。
图1立式多齿分度台
1、上齿盘2、刻度环3、下齿盘4、手柄
图2立卧两用多齿分度台卧式状态
1、角板2、上齿盘3、刻度环4、下齿盘5、手柄
图3细分多齿分度台外形图
细分多齿分度台读数是先在齿盘刻度环上读整度数,然后再读旋转微分筒上所示的分、秒位置;细分鼓轮的最小刻度值为0.1″,一圈为30″,两圈才是1′。因此,秒的读数方法同千分尺。当齿盘刻度环上的读数是xx.5°时,则固定读数套上的读数应加上30′。
图4细分多齿分度台读数示例图
3.2细分多齿分度台使用方法
3.2.1细分多齿分度台应放置在水平平板上使用,不得倾斜使用。
3.2.2细分多齿分度台使用是先旋转多齿分度台到所需整度数,然后再旋转至所需度数的分、秒位置。它的读数是先在多齿分度台刻度环上读整度数,如图4示列,21°4′8.2″在齿盘刻度环读21°(左下图),再在细分鼓轮(左上图)固定读数套筒(右边横线)上读4′,在活动读数套筒(左边竖线)上读8.2″。由于细分多齿分度台的齿盘是720齿,刻度环上每一刻度表示0.5°(即30′),当多齿分度台刻度环上的读数是xx.5°时,则齿盘读数去掉.5°,在固定读数套上的读数应加上30′如示例20°34′8.2″,在多齿分度台刻度环读21.5°时,把0.5°变成30′即20°30′,再在细分鼓轮上读4′8.2″,两者相加即20°34′8.2″;细分鼓轮的活动读数套筒最小刻度值为0.1″,一圈为30″,角秒的读数方法同千分尺,如示例20°34′38.2″,在多齿分度台刻度环读21°30′,在细分鼓轮的固定读数套筒上,横线上半部分每格1′,下半部分相应在每格中间刻线,即为30″,该例中活动读数套筒超过4′刻线1圈,所以角秒读数要加30″即成38.2″,再加整度数部分,得到读数20°34′8.2″。
3.2.3为减少测量误差,消除死程,细分鼓轮应顺时针方向(即读数减小方向或丝杆旋进方向)单方向对线,如旋过头,应退回十来秒再顺时针对线。
多齿分度台的整度部分可任意方向旋转对线,不受此约束。
3.2.4使用一段时间发现细分鼓轮(微分筒)转动不灵活时,可取下细分多齿分度台标牌上四个螺钉,即出现加油孔,加入数滴仪表油,再装上标牌,并将细分鼓轮来回旋转一遍,使油膜均匀。
3.2.5每天使用前应将细分鼓轮从0~30′来回旋转一遍,以保证楔块接触面的润滑。
性能特点:
- 分度精度高,重复精度高,定性精度高;
- 结构简单,操作方便;
- 利用了多齿的啮合平均效应,降低误差,保证精度;
- 多种规格可供选择,适用场合范围更广,立卧两用式多齿分度台可在台面水平、垂直或倾斜状态下使用;
- 为适合相应检测功能,刻度圈有明确分度标示;
- 差动多齿分度台分度更高,细分多齿分度台可实现任意角度测量。程控多齿分度台可实现自动测量;
技术指标:
| 型号 | ZFDT-720 | ZFDT-552 | ZFDT-360 | 391/720差动 |
| 测量范围 | 0°~360° | 0°~360° | 0°~360° | 0°~360° |
| 分辨力 | 0.5° | 1° | 4.6″ | |
| 整分度示值误差 | ≤0.2″ ≤0.5″ | ≤0.2″ ≤0.5″ | ≤0.2″ ≤0.5″ | 0.5″ |
| 综合示值误差 | ≤0.04″ | ≤0.06″ | ≤0.06″ | 0.06″ |
| 台面直径 | φ205mm | φ205mm | φ205mm | φ160mm |
| 承载能力 | 30kg | 30kg | 30kg | |
| 自重 | 50kg | 50kg | 50kg | |
| 操作方式 | 自动 | 自动 | 自动 | 自动 |
安装步骤:1对于新购置的立式多齿分度台,首先应将下齿盘底面之锁紧螺钉(图5)取下,然后安置于基座(平板)上即可使用
图5多齿分度台底面图
图6 391G多齿分度台外形图
图7细分多齿分度台底面图
图8细分多齿分度台侧面图
若分度台需长途搬运时,应先将分度台上、下齿盘处于啮合位置,然后将限位螺钉旋紧,使手柄处于固紧状态后装箱。
2对于新购置的FDT-391G多齿分度台,首先应将如图所示的蝶形螺母旋开,取掉螺栓,安置在(平板)上即可使用。
若分度台需长途搬运时,应先将分度台上、下齿盘处于啮合位置,然后将蝶形螺母和螺栓上、下齿盘锁紧,再装箱。
3新购细分多齿分度台先拆去外箱,将细分多齿分度台从底板上取下,将细分多齿分度台翻过来,将图7所示的四个内六角螺钉旋退6圈,再将细分多齿分度台翻回来,然后将图8所示的旋扭取下,松掉五个沉头螺钉,拆下侧面板,将旋扭轴上的橡胶套取下,再将侧面板装上,装上旋扭,即完成拆箱。装箱过程与之相反。
维护保养:1多齿分度台严禁在上、下齿盘脱开后随意转动升降手柄或搬动移位,以免碰伤齿面。
2 .多齿分度台必须在刻度环的刻度线与零位指示线对准后方可啮合,否则将碰伤齿面,影响仪器精度。
3使用细分多齿分度台时,旋转细分鼓轮不宜太快,以免使丝杆磨损加快。绝对禁止碰撞及用力扳动细分鼓轮,以免丝杆弯曲,影响仪器精度及使用。
4细分鼓轮旋过0分一圈多时,限位螺钉即碰到挡块,不可撞击及用力旋转使仪器零位走动。细分鼓轮退出30分一般不要超过两圈,如退出过多,发现碰到东西丝杆转不动时,不可硬旋,否则会使仪器失调或损坏。
5.多齿分度台是高精度测角工具,严禁敲击、碰撞,安置被测工件时,力量不易过大。不得随意拆卸以免造成精度丧失。
6.分度台使用过程中应注意防磁。
7.分度台应在清洁的环境中使用,严禁杂物进入齿盘内部。注意恒温、恒湿,工作温度为20°±4℃,相对湿度<65%。
8.使用完毕应将工作台面清洗干净,并油封,以防生锈。
JC01-99数显自准直仪, 多面棱体检定仪, 多齿分度台检测
数显自准直仪 多面棱体检定仪 多齿分度台检测仪 零件直线性平行垂直性检测仪
| 型号 | 99型 | 99II型 | ||
| 精度等级 | 1级 | 2级 | 2级 | |
| 测量精度(") | ±0.1/±10内 | ±0.2/±10内 | ±1/±70内 | |
| 测量范围(") | ±10 | ±70 | ||
| 显示范围(") | ±19.99 | ±79.9 | ||
| 物镜焦距(mm) | 860 | 300 | ||
| 通光口径(mm) | Φ48 | |||
| 视场(′) | 20 | 80 | ||
| 有效分辨力(") | 0.1 | 0.1 | ||
| 最小显示读数(") | 0.01 | 0.1 | ||
| 瞄准重复性(") | 0.1 | 0.2 | ||
| 外型 尺寸 | 准直仪(mm) | 420×150×170 | 300×150×170 | |
| 电箱(Kg) | 320×280×120 | 320×280×120 | ||
| 重量 | 准直仪(mm) | 4.5 | 3 | |
| 电箱(Kg) | 3 | 3 | ||
| 电源 | 220V,50Hz交流电 | |||
| 功耗 | <25瓦 | |||
19JA5万能工具显微镜分度台
一、万能工具显微镜分度台测量范围与分度值
1.测量范围 360度
2.分度值投影读数 10秒
3.玻璃台面直径 Φ106mm
二、万能工具显微镜分度台测量精度
光学分度台最大不度不大于30秒。
三、万能工具显微镜分度台仪器成套性
1.光学分度台 1台
2.3mm内六角扳手 1只
3.(6V,5W)灯泡 1只
4.产品合格证 1份
5.产品使用说明书 1份
6.用户维修档案卡 1份
XFFDT细分多齿分度台,多齿分度台,程控多齿分度台,分度盘【上海弘测】
细分多齿分度台

设备概述:
细分多齿分度台是在720多齿分度台的基础上,加上一套细分装置组成,它克服了多齿分度台不能连续分度的缺点,同时,尽量保持多齿分度台的分度精度;仪器放置平板上与高精度数显自准直光管配合后可检定高精度角度块、高精度五棱镜及其它各种光学元件及镜面工件的角度,本仪器结构简单可靠,操作方便,便于调整和维护,适用于计量部门、角度基准制造工厂及厂矿企业计量室等有关精密计量单位作为精密仪器使用,是一种很实用角度标准。
多齿分度台是检测角度的精密仪器,它既可作为角度基准用于测量,又可作为分度装置用于精密加工。它与光电自准直仪配合使用,可检测基数为360°/n(n为齿数)的各种多面棱体、角度块规、光学棱镜等高精度角度器件。作为分度装置用于加工时,可在普通铣、镗、磨等机床上加工角度要求很高的精密零件(如:孔位、垂直面、平行面等)。多齿分度台的细分和组合差动还可进行高精度的任意角度测量。
本产品具有分度精度、重复精度、自动定心精度高,结构简单,操作方便等特点。它适用于科研、计量部门的试验,仪器及机械制造业的计量、检测和加工之用。
设备结构:
分度台主要有一对多齿盘和升降、锁紧机构组成。
多齿盘是一对直径、齿数、齿形等完全相同的平面向心齿轮,它的每一个齿的形状、精度、节距等几乎完全相等,在上、下两齿盘的相互啮合中,由于齿的啮合平均效应作用,使其获得极高的分度精度。
升降、锁紧机构是由偏心装置组成,它主要保证上齿盘平稳升降和旋转,并使上、下齿盘在啮合时获得恒定的轴向正压力,使上、下齿盘紧密啮合。
使用方法:
多齿分度台系列有立式多齿分度台、细分多齿分度台、立卧两用式多齿分度台。立卧两用式多齿分度台可在台面水平、垂直或倾斜状态下使用,其余多齿分度台均应保持台面在水平状态使用。
细分多齿分度台是在720齿立式多齿分度台基础上,加上细分机构而成的。
3.1立式、立卧两用式多齿分度台使用方法
多齿分度台的外形如图1、图2、图3所示,使用前应小心地将多齿分度台安放在平台上,将台面清洗干净,手柄顺时针旋转180°到定位点(手柄位置处于水平),由于偏心轴作用,此时上齿盘被抬起,上、下齿盘脱开,然后转动上齿盘,到指标线对准刻度环零位,将手柄逆时针旋转180°到定位点,此时上、下齿盘重新啮合,多齿分度台起始位置为零;然后以同样操作方法将上齿盘转到下一测量位置,此时指标线对准的刻度环上的角度值,即为被测角度值。由于多齿分度台在脱开啮合位置时,台面处于活动状态,没有定位精度,因此,在使用过程中,只有齿盘处于啮合位置才能进行测量、读数。
图1立式多齿分度台
1、上齿盘2、刻度环3、下齿盘4、手柄
图2立卧两用多齿分度台卧式状态
1、角板2、上齿盘3、刻度环4、下齿盘5、手柄
图3细分多齿分度台外形图
细分多齿分度台读数是先在齿盘刻度环上读整度数,然后再读旋转微分筒上所示的分、秒位置;细分鼓轮的最小刻度值为0.1″,一圈为30″,两圈才是1′。因此,秒的读数方法同千分尺。当齿盘刻度环上的读数是xx.5°时,则固定读数套上的读数应加上30′。
图4细分多齿分度台读数示例图
3.2细分多齿分度台使用方法
3.2.1细分多齿分度台应放置在水平平板上使用,不得倾斜使用。
3.2.2细分多齿分度台使用是先旋转多齿分度台到所需整度数,然后再旋转至所需度数的分、秒位置。它的读数是先在多齿分度台刻度环上读整度数,如图4示列,21°4′8.2″在齿盘刻度环读21°(左下图),再在细分鼓轮(左上图)固定读数套筒(右边横线)上读4′,在活动读数套筒(左边竖线)上读8.2″。由于细分多齿分度台的齿盘是720齿,刻度环上每一刻度表示0.5°(即30′),当多齿分度台刻度环上的读数是xx.5°时,则齿盘读数去掉.5°,在固定读数套上的读数应加上30′如示例20°34′8.2″,在多齿分度台刻度环读21.5°时,把0.5°变成30′即20°30′,再在细分鼓轮上读4′8.2″,两者相加即20°34′8.2″;细分鼓轮的活动读数套筒最小刻度值为0.1″,一圈为30″,角秒的读数方法同千分尺,如示例20°34′38.2″,在多齿分度台刻度环读21°30′,在细分鼓轮的固定读数套筒上,横线上半部分每格1′,下半部分相应在每格中间刻线,即为30″,该例中活动读数套筒超过4′刻线1圈,所以角秒读数要加30″即成38.2″,再加整度数部分,得到读数20°34′8.2″。
3.2.3为减少测量误差,消除死程,细分鼓轮应顺时针方向(即读数减小方向或丝杆旋进方向)单方向对线,如旋过头,应退回十来秒再顺时针对线。
多齿分度台的整度部分可任意方向旋转对线,不受此约束。
3.2.4使用一段时间发现细分鼓轮(微分筒)转动不灵活时,可取下细分多齿分度台标牌上四个螺钉,即出现加油孔,加入数滴仪表油,再装上标牌,并将细分鼓轮来回旋转一遍,使油膜均匀。
3.2.5每天使用前应将细分鼓轮从0~30′来回旋转一遍,以保证楔块接触面的润滑。
性能特点:
- 分度精度高,重复精度高,定性精度高;
- 结构简单,操作方便;
- 利用了多齿的啮合平均效应,降低误差,保证精度;
- 多种规格可供选择,适用场合范围更广,立卧两用式多齿分度台可在台面水平、垂直或倾斜状态下使用;
- 为适合相应检测功能,刻度圈有明确分度标示;
- 差动多齿分度台分度更高,细分多齿分度台可实现任意角度测量。程控多齿分度台可实现自动测量;
技术指标:
| 型号 | 细分多齿分度台 | |
| 测量范围 | 0°~360° | |
| 最小刻度值 | 整分度 | 0.5° |
| 细分度 | 0.1″ | |
| 分度范围 | 整分度 | 0~360° |
| 细分度 | 0~30′ | |
| 整分度示值误差 | ≤0.2″ | |
| 综合示值误差 | ≤1″ | |
| 台面直径 | φ205mm | |
| 承载能力 | 30kg | |
| 自重 | 45kg | |
| 外型尺寸 | 480*290*170mm | |
| 操作方式 | 手动 | |
安装步骤:1对于新购置的立式多齿分度台,首先应将下齿盘底面之锁紧螺钉(图5)取下,然后安置于基座(平板)上即可使用
图5多齿分度台底面图
图6 391G多齿分度台外形图
图7细分多齿分度台底面图
图8细分多齿分度台侧面图
若分度台需长途搬运时,应先将分度台上、下齿盘处于啮合位置,然后将限位螺钉旋紧,使手柄处于固紧状态后装箱。
2对于新购置的FDT-391G多齿分度台,首先应将如图所示的蝶形螺母旋开,取掉螺栓,安置在(平板)上即可使用。
若分度台需长途搬运时,应先将分度台上、下齿盘处于啮合位置,然后将蝶形螺母和螺栓上、下齿盘锁紧,再装箱。
3新购细分多齿分度台先拆去外箱,将细分多齿分度台从底板上取下,将细分多齿分度台翻过来,将图7所示的四个内六角螺钉旋退6圈,再将细分多齿分度台翻回来,然后将图8所示的旋扭取下,松掉五个沉头螺钉,拆下侧面板,将旋扭轴上的橡胶套取下,再将侧面板装上,装上旋扭,即完成拆箱。装箱过程与之相反。
维护保养:1多齿分度台严禁在上、下齿盘脱开后随意转动升降手柄或搬动移位,以免碰伤齿面。
2 .多齿分度台必须在刻度环的刻度线与零位指示线对准后方可啮合,否则将碰伤齿面,影响仪器精度。
3使用细分多齿分度台时,旋转细分鼓轮不宜太快,以免使丝杆磨损加快。绝对禁止碰撞及用力扳动细分鼓轮,以免丝杆弯曲,影响仪器精度及使用。
4细分鼓轮旋过0分一圈多时,限位螺钉即碰到挡块,不可撞击及用力旋转使仪器零位走动。细分鼓轮退出30分一般不要超过两圈,如退出过多,发现碰到东西丝杆转不动时,不可硬旋,否则会使仪器失调或损坏。
5.多齿分度台是高精度测角工具,严禁敲击、碰撞,安置被测工件时,力量不易过大。不得随意拆卸以免造成精度丧失。
6.分度台使用过程中应注意防磁。
7.分度台应在清洁的环境中使用,严禁杂物进入齿盘内部。注意恒温、恒湿,工作温度为20°±4℃,相对湿度<65%。
8.使用完毕应将工作台面清洗干净,并油封,以防生锈。
精密多齿分度台ROYAL-FD价格,数显分度台厂家,实用的数显分度台,分度台,分度盘
多齿分度台系列有立式多齿分度台、细分多齿分度台、立卧两用式多齿分度台。立卧两用式多齿分度台可在台面水平、垂直或倾斜状态下使用,其余多齿分度台均应保持台面在水平状态使用。
细分多齿分度台是在720齿立式多齿分度台基础上,加上细分机构而成的。
1、立式、立卧两用式多齿分度台使用方法
多齿分度台使用前应小心地将多齿分度台安放在平台上,将台面清洗干净,手柄顺时针旋转180°到定位点(手柄位置处于水平),由于偏心轴作用,此时上齿盘被抬起,上、下齿盘脱开,然后转动上齿盘,到指标线对准刻度环零位,将手柄逆时针旋转180°到定位点,此时上、下齿盘重新啮合,多齿分度台起始位置为零;然后以同样操作方法将上齿盘转到下一测量位置,此时指标线对准的刻度环上的角度值,即为被测角度值。由于多齿分度台在脱开啮合位置时,台面处于活动状态,没有定位精度,因此,在使用过程中,只有齿盘处于啮合位置才能进行测量、读数。
2、细分多齿分度台使用方法
2.1 细分多齿分度台应放置在水平平板上使用,不得倾斜使用。
2.2 细分多齿分度台使用是先旋转多齿分度台到所需整度数,然后再旋转至所需度数的分、秒位置。它的读数是先在多齿分度台刻度环上读整度数,如图4示列,21°4′8.2″在齿盘刻度环读21°(左下图),再在细分鼓轮(左上图)固定读数套筒(右边横线)上读4′,在活动读数套筒(左边竖线)上读8.2″。由于细分多齿分度台的齿盘是720齿,刻度环上每一刻度表示0.5°(即30′),当多齿分度台刻度环上的读数是xx.5°时,则齿盘读数去掉.5°,在固定读数套上的读数应加上30′如示例20°34′8.2″,在多齿分度台刻度环读21.5°时,把0.5°变成30′即20°30′,再在细分鼓轮上读4′8.2″,两者相加即20°34′8.2″;细分鼓轮的活动读数套筒最小刻度值为0.1″,一圈为30″,角秒的读数方法同千分尺,如示例20°34′38.2″,在多齿分度台刻度环读21°30′,在细分鼓轮的固定读数套筒上,横线上半部分每格1′,下半部分相应在每格中间刻线,即为30″,该例中活动读数套筒超过4′刻线1圈,所以角秒读数要加30″即成38.2″,再加整度数部分,得到读数20°34′8.2″。
2.3 为减少测量误差,消除死程,细分鼓轮应顺时针方向(即读数减小方向或丝杆旋进方向)单方向对线,如旋过头,应退回十来秒再顺时针对线。
多齿分度台的整度部分可任意方向旋转对线,不受此约束。
2.4 使用一段时间发现细分鼓轮(微分筒)转动不灵活时, 可取下细分多齿分度台标牌上四个螺钉,即出现加油孔,加入数滴仪表油,再装上标牌,并将细分鼓轮来回旋转一遍,使油膜均匀。
2.5 每天使用前应将细分鼓轮从0~30′来回旋转一遍,以保证楔块接触面的润滑。
技术参数:
测量范围:0-360°
度盘分度值:1°
测量精度:1²(FHT12)、(2²(FD07)
测量分辨率:0.1²或0.00001°
中心高:160mm
JC501-19JA、19JC工具显微镜分度台 光学分度台
19JA519JA5万能工具显微镜分度台
| 一、用途光学分度台适用于19JA、19JC万能工具显微镜,同时进行极坐标和角度的测量。二、测量范围与分度值1.测量范围 360度2.分度值投影读数 10秒3.玻璃台面直径 Φ106mm三、测量精度光学分度台最大不度不大于20秒。四、仪器成套性 1.光学分度台 1台 2.3mm内六角扳手 1只 3.(6V,5W)灯泡 1只 4.产品合格证 1份 5.产品使用说明书 1份 6.用户维修档案卡 1份 |
19JA5万能工具显微镜分度台价格 生产厂家
19JA5万能工具显微镜分度台

一、用途光学分度台适用于19JA、19JC万能工具显微镜,同时进行极坐标和角度的测量。二、测量范围与分度值1.测量范围 360度2.分度值投影读数 10秒3.玻璃台面直径 Φ106mm三、测量精度光学分度台最大不度不大于20秒。四、仪器成套性 1.光学分度台 1台 2.3mm内六角扳手 1只 3.(6V,5W)灯泡 1只 4.产品合格证 1份 5.产品使用说明书 1份 6.用户维修档案卡 1份
最新产品
- 医学影像存储与传输系统软件 2025/3/13 13:38:37
- 梭式输送机;拉绳开关GL-K2203BX AC/DC450V 10A-玻璃钢耐强酸碱 2025/3/13 13:38:32
- 东莞市麻涌镇豪丰电镀、印染厂案例 2025/3/13 13:37:48
- 椎体成形系统创辉 2025/3/13 13:37:42
- 活性炭纤维敷料 2025/3/13 13:36:53
- 负压吸引泵 2025/3/13 13:35:45
- 科研上皮型钙黏蛋白(E-Cad)ELISA试剂盒样本收集 2025/3/13 13:35:11
- 广州盟鸿机械染整设备配套案例 2025/3/13 13:34:38
- 自动虫情测报灯智能虫情监测站虫情监测预警系统 2025/3/13 13:33:58
- pta球囊扩张导管信立泰 2025/3/13 13:33:57
- 牙周袋深度探测仪 2025/3/13 13:32:31
- 智能计量型断路器 实时监测电压电流功率等参数 过压欠压过载断路等多功能保护 可连接物联网平台 2025/3/13 13:32:09
- 汕头市丽嘉纺织实业有限公司案例 2025/3/13 13:32:08
- 微量硒碘检测仪 2025/3/13 13:30:51
- 一次性直线型吻合器和钉仓 2025/3/13 13:29:58
- 极威生物牛马绵山羊血小板因子3(PF-3)ELISA试剂盒 2025/3/13 13:29:08
- 一次性使用骨水泥推注器 2025/3/13 13:29:03
- 美控_FOC300孔板流量计_气液通用_耐高温高压_ 2025/3/13 13:28:03
- 立式土壤研磨机 2025/3/13 13:27:14
- 玻璃制品应力检查仪 2025/3/13 13:27:11
- 药用玻璃容器内应力检验仪 2025/3/13 13:26:52
- 定性定量偏光应力仪 2025/3/13 13:26:36
- 数显偏光应力仪 2025/3/13 13:26:14
- 玻璃表面应力测试仪 2025/3/13 13:25:59
- 玻璃制品应力仪 2025/3/13 13:25:43
- 偏光应力仪 2025/3/13 13:25:27
- 实验室研磨机 2025/3/13 13:24:01
- 极威生物豚鼠裸鼠仓鼠泛素连接酶E3A(UBE3A)ELISA试剂盒 2025/3/13 13:23:52
- 美控MIK-FDC300多普勒雷达流量计 污雨水管网、河道流量、水渠流量 2025/3/13 13:23:31
- 行星式球磨仪 2025/3/13 13:22:12