表面粗糙度比较样块13851526892表面粗糙度比较样块13851526892
表面粗糙度比较样块13851526892产品名称 加工方法 规格 Ra值um 块数 国家标准 表面粗糙度比较样块 车外圆 组合式 0.8、1.6、3.2、6.3 32 GB6060.2-85 镗内孔 0.8、1.6、3.2、6.3 刨 0.8、1.6、3.2、6.3 平铣 0.8、1.6、3.2、6.3 端铣 0.8、1.6、3.2、6.3 磨外圆 0.1、0.2、0.4、0.8 平磨 0.1、0.2、0.4、0.8 研磨 0.1、0.05、0.025、0.012 表面粗糙度比较样块 车外园 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85 磨外园 0.1、0.2、0.4、0.8 表面粗糙度比较样块 刨加工 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85 平磨 0.1、0.2、0.4、0.8 表面粗糙度比较样块 平铣 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85 端铣 0.8、1.6、3.2、6.3 表面粗糙度比较样块 镗内孔 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85 磨内孔 0.1、0.2、0.4、0.8 表面粗糙度比较样块 手研 单组式 0.1、0.05、0.025、0.012 4 表面粗糙度比较样块 电火花线切割 单组式 0.63、1.25、2.5、5.0、10 5 GB6060.3-86 表面粗糙度比较样块 电火花 单组式 0.4、0.8、1.6、3.2、6.3、12.5 6 GB6060.3-86 表面粗糙度比较样块 抛光 单组式 0.8、0.4、0.2、0.1、0.05、0.025、0.012 7 GB6060.4-88 表面粗糙度比较样块 铸造钢铁砂型 单组式 3.2、6.3、12.5、25、50、100、800、1000 8 GB6060.1-85 表面粗糙度比较样块 抛喷丸 单组式 0.2、0.4、0.8、1.6、3.2、6.3、12.5、25、50、100 10 GB6060.5-88 表面粗糙度比较样块 喷砂 单组式 0.8、1.6、3.2、6.3、12.5、25 6 表面粗糙度比较样块 抛喷丸+喷砂 双组式 综合以上二项 16 GB6060 粗糙度表面粗糙度粗糙度表面粗糙度粗糙度表面粗糙度粗糙度表面粗糙度粗糙度表面粗糙度 粗糙度表面粗糙度粗糙度表面粗糙度粗糙度表面粗糙度粗糙度表面粗糙度粗糙度表面粗糙度电 话:(86)025-51194607/51194327-805传 真:(86)025-51194605 手 机: (24小时服务):13851526892刘秋莎 小姐邮箱: unitway1@163.comMSN:unitway_sales1@hotmail.com
dcgz表面粗糙度比较样块厂家供应
表面粗糙度比较样块 表面粗糙度比较样块是检查加工后工件表面的一种比对量具,它的使用方法是以样块工作面的表面粗糙度为标准,凭触觉(如手摸)或视觉(可借助放大镜、比较显微镜等)与待检查的工件表面进行比对,从而判别被检查表面的表面粗糙度是否合乎要求。这是一种定性的检查工具。 在用比较样块对工件表面进行比较时,所选用的样块和被检查工件的加工方法必须相同。同时样块的材料、形状、表面色泽等应尽可能地与被检查工件一致。判断的准则是根据工件加工痕迹的深浅来决定表面粗糙度是否符合图纸(或工艺)要求。当被检查工件表面的加工痕迹深浅程度相当或者小于样块工作面加工痕迹深度时,则被检查工件表面粗糙度一般不大于样块的标记公称值。 用比较样块比对的方法虽简便、快速、经济实用,但只能定性测量,无法得到表面粗糙度的定量值。比较法要求检验者具有丰富的实践经验。因此,比较法用于具有一般而不是严格要求的表面粗糙度的零件表面。
达昌公司主打产品:框式水平仪,达昌牌合像水平仪、条式水平仪、断面铣床,铸铁平板、检验组合平台、实验室基础平台、镁铝平尺、镁铝方尺、镁铝宽座直角尺、镁铝刀口尺、钢件量具,方箱、平行平尺、方尺、直角尺、弯板、阶梯垫铁、等高垫铁、偏摆检查仪、齿轮跳动检查仪、 水平仪,等精密量具产品远销美国、德国、日本、韩国等国家深受国内外客户的好评。
了解更多产品知识请登录:http://www.hgslj.cn
HC型 粗糙度比较样块,粗糙度样块,粗糙度标准块,标准模块,粗糙度

设备概述:
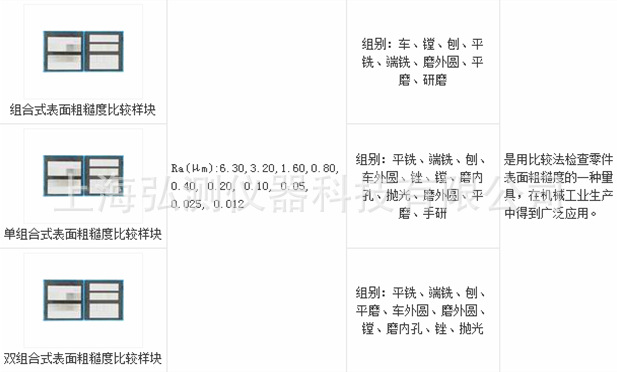
表面粗糙度比较样块是用比较法检查零件表面粗糙度的一种量具,在机械工业生产中得到广泛的应用。符合GB标准。
技术指标:
l 组合式表面粗糙度比较样块
| 组别 | Ra(μm) | 质量(kg) | |||||||||
| 6.30 | 3.20 | 1.60 | 0.80 | 0.40 | 0.20 | 0.10 | 0.05 | 0.025 | 0.012 | ||
| 车 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| 0.142 |
| 镗 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 刨 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 平铣 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 端铣 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 磨外圆 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 平磨 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 研磨 |
|
|
|
|
|
| ○ | ○ | ○ | ○ | |
l 单组合式表面粗糙度比较样块
| 组别 | Ra(μm) | 质量(kg) | |||||||||
| 6.30 | 3.20 | 1.60 | 0.80 | 0.40 | 0.20 | 0.10 | 0.05 | 0.025 | 0.012 | ||
| 平铣 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| 0.046 |
| 端铣 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 刨 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 车外圆 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 锉 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 镗 | ○ | ○ | ○ |
|
|
|
|
|
|
| |
| 磨内孔 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 抛光 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 磨外圆 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 平磨 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 手研 |
|
|
|
|
|
| ○ | ○ | ○ | ○ | |
l 双组合式表面粗糙度比较样块
| 组别 | Ra(μm) | 质量(kg) | |||||||||
| 6.30 | 3.20 | 1.60 | 0.80 | 0.40 | 0.20 | 0.10 | 0.05 | 0.025 | 0.012 | ||
| 平铣 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| 0.054 |
| 端铣 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 刨 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 平磨 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 车外圆 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 磨外圆 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 镗 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 磨内孔 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 锉 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 抛光 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |


表面粗糙度比较样块表面粗糙度比较样块
厂家生产特价直销表面粗糙度比较样块高辉精密产“表面粗糙度比较样块”国家标准通过审查 比较样块,表面粗糙度比较样块,粗糙度仪高辉机电
产品名称 粗糙度加工方法 规格 粗糙度Ra值um 块数 符合国标表面粗糙度比较样块 车外圆 组合式 0.8、1.6、3.2、6.3 32 GB6060.2-85 镗内孔 0.8、1.6、3.2、6.3 刨 0.8、1.6、3.2、6.3 平铣 0.8、1.6、3.2、6.3 端铣 0.8、1.6、3.2、6.3 磨外圆 0.1、0.2、0.4、0.8 平磨 0.1、0.2、0.4、0.8 研磨 0.1、0.05、0.025、0.012 表面粗糙度比较样块 车外园 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85 磨外园 0.1、0.2、0.4、0.8 表面粗糙度比较样块 刨 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85表面粗糙度比较样块 平磨 0.1、0.2、0.4、0.8 表面粗糙度比较样块 平铣 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85表面粗糙度比较样块 端铣 0.8、1.6、3.2、6.3 表面粗糙度比较样块 镗内孔 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85表面粗糙度比较样块 磨内孔 0.1、0.2、0.4、0.8 表面粗糙度比较样块 手研 单组式 0.1、0.05、0.025、0.012 4 表面粗糙度比较样块 平磨 单组式 0.1、0.2、0.4、0.8 4 表面粗糙度比较样块 电火花线切割 单组式 0.63、1.25、2.5、5.0、10 5
GB6060.3-86表面粗糙度比较样块 电火花 单组式 0.4、0.8、1.6、3.2、6.3、12.5 6
GB6060.3-86表面粗糙度比较样块 抛光 单组式 0.8、0.4、0.2、0.1、0.05、0.025、0.012 7
GB6060.4-88表面粗糙度比较样块 铸造钢铁砂型 单组式 3.2、6.3、12.5、25、50、100、800、1000
8 GB6060.1-85表面粗糙度比较样块 抛喷丸 0.2、0.4、0.8、1.6、3.2、6.3、12.5、25、50、100
10 GB6060.5-88表面粗糙度比较样块 喷砂 0.8、1.6、3.2、6.3、12.5、25 6 表面粗糙度比较样块 抛喷丸+喷砂 综合以上二项 16 GB6060.5-88表面粗糙度标准对比中国期刊全文数据库 厂家生产直销表面粗糙度比较样块,我司保存:有大量现货库存全国价销售供应,当天发货,厂家直当时还生产销售单刻线玻璃标准样块、多刻线玻璃标准样块,单、多刻线不锈钢标准样块等,我司保存:
有大量现货库存全国价销售供应,当天发货。
1.以上产品具有国家计量生产资质,符合国家计量检定标准。 2.可委托我司进行产品计量检定。 当时还生产销售单刻线玻璃标准样块、多刻线玻璃标准样块,单、多刻线不锈钢标准样块等,我司保存:
有大量现货库存全国价销售供应,当天发货。表面粗糙度比较样块有如下几种:组合式样块、车外圆、镗内孔、刨、平铣、端铣、磨外圆、平磨、研磨、车外园、磨外园、刨、平磨、平
铣、端铣、镗内孔、磨内孔、手研、平磨、电火花线切割、电火花抛光、铸造钢铁砂型、抛喷丸、喷砂、抛喷丸+喷砂 厂家生产直销表面粗糙度比较样块,我司保存:有大量现货库存全国价销售供应,当天发货,厂家直
销
表面粗糙度比较样块 .
表面粗糙度比较样块 Ra值um的国家标准规范
加工方法 规格 Ra值um 块数 符合国标 车外圆 组合式 0.8、1.6、3.2、6.3 32 GB6060.2-85 镗内孔 0.8、1.6、3.2、6.3 刨 0.8、1.6、3.2、6.3 平铣 0.8、1.6、3.2、6.3 端铣 0.8、1.6、3.2、6.3 磨外圆 0.1、0.2、0.4、0.8 平磨 0.1、0.2、0.4、0.8 研磨 0.1、0.05、0.025、0.012 车外园 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85 磨外园 0.1、0.2、0.4、0.8 刨 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85 平磨 0.1、0.2、0.4、0.8 平铣 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85 端铣 0.8、1.6、3.2、6.3 镗内孔 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85 磨内孔 0.1、0.2、0.4、0.8 手研 单组式 0.1、0.05、0.025、0.012 4 平磨 单组式 0.1、0.2、0.4、0.8 4 电火花线切割 单组式 0.63、1.25、2.5、5.0、10 5 GB6060.3-86 电火花 单组式 0.4、0.8、1.6、3.2、6.3、12.5 6 GB6060.3-86 抛光 单组式 0.8、0.4、0.2、0.1、0.05、0.025、0.012 7 GB6060.4-88 铸造钢铁砂型 单组式 3.2、6.3、12.5、25、50、100、800、1000 8 GB6060.1-85 铸造钢铁砂型0.2、0.4、0.8、1.6、3.2、6.3、12.5、25、50、100 10 GB6060.5-88 铸造钢铁砂型 0.8、1.6、3.2、6.3、12.5、25 6 抛喷丸+喷砂 综合以上二项 16 GB6060.5-88
表面粗糙度比较样块
专业生产表面粗糙度比较样块(Ra值、加工方法、出厂报价)Ra值/ 双组式、组合式、单组式、出厂、生产、厂家產品名稱 加工方法 规格 Ra值um 每组块数 优惠价表面粗糙度比较样块 车外园、磨外园、刨、平磨、镗内孔、平铣、端铣、研磨 组合式 6.3、3.2、1.6~0.012 32 出廠價格表面粗糙度比较样块 车外园、磨外园 双组式 6.3~0.1 8 出廠價格表面粗糙度比较样块 刨、平磨 双组式 6.3~0.1 8 出廠價格表面粗糙度比较样块 平铣、端铣 双组式 6.3~0.8 8 出廠價格表面粗糙度比较样块 镗内孔、磨内孔 双组式 6.3~0.1 8 出廠價格表面粗糙度比较样块 手研、机研 双组式 0.1~0.012 8 出廠價格表面粗糙度比较样块 车外圆 单组式 6.3~0.8 4 出廠價格表面粗糙度比较样块 刨 单组式 6.3~0.8 4 出廠價格表面粗糙度比较样块 镗内孔 单组式 6.3~0.8 4 出廠價格表面粗糙度比较样块 锉 单组式 6.3~0.8 4 出廠價格表面粗糙度比较样块 平铣 单组式 6.3~0.8 4 出廠價格表面粗糙度比较样块 端铣 单组式 6.3~0.8 4 出廠價格表面粗糙度比较样块 平磨 单组式 0.8~0.1 4 出廠價格表面粗糙度比较样块 磨内孔 单组式 0.8~0.1 4 出廠價格表面粗糙度比较样块 磨外圆 单组式 0.8~0.1 4 出廠價格表面粗糙度比较样块 手研 单组式 0.1~0.012 4 出廠價格表面粗糙度比较样块 机研 单组式 0.1~0.012 4 出廠價格表面粗糙度比较样块 线切割 单组式 1.6、3.2、2.5、5.0、6.3 5 出廠價格表面粗糙度比较样块 电火花 单组式 0.4~25 6 出廠價格表面粗糙度比较样块 抛光 单组式 0.8~0.012 7 出廠價格表面粗糙度比较样块 铸造钢铁砂型 单组式 6.3~100 8 出廠價格表面粗糙度比较样块 抛喷丸+喷砂 0.2~100 16 出廠價格表面粗糙度比较样块 0.8~25 出廠價格
表面粗糙度比较样块特价供应表面粗糙度比较样块厂家特价直销
表面粗糙度比较样块 表面粗糙度比较样块是检查加工后工件表面的一种比对量具,它的使用方法是以样块工作面的表面粗糙度为标准,凭触觉(如手摸)或视觉(可借助放大镜、比较显微镜等)与待检查的工件表面进行比对,从而判别被检查表面的表面粗糙度是否合乎要求。这是一种定性的检查工具。 在用比较样块对工件表面进行比较时,所选用的样块和被检查工件的加工方法必须相同。同时样块的材料、形状、表面色泽等应尽可能地与被检查工件一致。判断的准则是根据工件加工痕迹的深浅来决定表面粗糙度是否符合图纸(或工艺)要求。当被检查工件表面的加工痕迹深浅程度相当或者小于样块工作面加工痕迹深度时,则被检查工件表面粗糙度一般不大于样块的标记公称值。 用比较样块比对的方法虽简便、快速、经济实用,但只能定性测量,无法得到表面粗糙度的定量值。比较法要求检验者具有丰富的实践经验。因此,比较法用于具有一般而不是严格要求的表面粗糙度的零件表面。 为了统一比较样块的制造与使用,比较样块的精确度和质量要求,我国相继发布了六项比较样块的国家标准,现分别进行介绍。 节 铸造表面粗糙度比较样块 铸造表面被人们认为是很粗糙的表面,所以对其表面粗糙度一般不加以控制与评定,设计者在零件图上对铸造表面只标注不加工符号。但随着铸造加工工艺的发展及铸造表面质量的不断提高,对铸件表面粗糙度的控制与评定引起有关行业和部门的重视。设计者根据功能要求在图样上规定了铸造表面粗糙度要求。评定铸造表面粗糙度时,的方法是样块比较法。 GB/T6060.1--1997《表面粗糙度比较样块 铸造表面》规定了铸造金属表面粗糙度比较样块的特征,该样块用来与它表征的合金材质和铸造方法相同的,并经过适当方法(如喷丸、喷砂、滚筒等方法)清理的铸件表面,通过视觉和触觉进行比较,评定铸造表面的粗糙度。标准的比较样块还可作为特定铸造工艺和铸件表面粗糙度选用的参考依据。 铸造表面粗糙度比较样块是表征特定合金材质和铸造方法的已知表面轮廓算术平均偏差Ra或微观不平度十点高度Rz值的样块。按铸造类型、合金种类、铸造方法所能达到的粗糙度数值分类,并规定了它的结构尺寸及标志。 一、样块的分类及参数值 铸造表面比较样块按铸造工艺及材质的不同分成两大类共15种 二、样块的制造方法 1.样块应按下列方法制造: 1)用电铸法复制的表面的阳模; 2)用塑料或其他材料复制的表面的阳模; 3)直接用表征的合金材质和铸造方法制造的表面。 2.复制样块用的原始母模的表面,必须体现要表征的特定铸造金属及合金材质和铸造方法的粗糙度特征的真实铸件表面(允许采用喷丸、喷砂、滚筒清理等适当方法清理),并且符合规定的表面粗糙度参数值。 三、样块的表面特征 1.样块表面应呈现它所要表征的特定铸造金属及合金材质和铸造方法产生的铸造表面粗糙度特征,而不应含有表面粗糙度以外的其他表面特征(尽管这些特征可能是实际铸件表面所允许存在的),如波纹度、缺陷等。 2.样块表面的色泽,应是它所表征的特定铸造金属及合金材质铸件表面所能出现的色泽。
以上资料由南京高辉精密样板工具厂提供生产销售单刻线玻璃标准样块、多刻线玻璃标准样块,单、多刻线不锈钢标准样块等,我司:有大量现货库存全国价销售供应,当天发货。
1.以上产品具有国家计量生产资质,符合国家计量检定标准。 2.可委托我司进行产品计量检定。 南京高辉机电有限公司电话:(86)85352928传真:(86)025-85357490手机(24小时服务):15996345025 邵祥祥先生地址:中国江苏省南京市玄武区北苑之星11-305详情来源请登录主页:http://www.highhui.com邮箱:pcsxq@163.com邮编:210028
表面粗糙度比较样块有如下几种:组合式样块、车外圆、镗内孔、刨、平铣、端铣、磨外圆、平磨、研磨、车外园、磨外园、刨、平磨、平铣、端铣、镗内孔、磨内孔、手研、平磨、电火花线切割、电火花抛光、铸造钢铁砂型、抛喷丸、喷砂、抛喷丸+喷砂
FGH抛喷丸表面粗糙度比较样块
| 抛喷丸表面粗糙度比较样块的详细资料: |
| 表面粗糙度样块又称为表面粗糙度样板,表面粗糙度样板,光洁度样块,光洁度样板,是通过视觉和触觉直观判断被加工件表面粗糙度或表面光洁度是否符合图纸Ra值要求的测量工具,与粗糙度仪相比,具有价格低廉,使用简单,携带方便等优点。
|
最新产品
- 便携式全自动气象站 2025/1/3 12:58:07
- 人高尔基体蛋白73(GP73)ELISA试剂盒 2025/1/3 12:58:04
- 人高尔基糖蛋白1(GLG1)ELISA试剂盒 2025/1/3 12:56:29
- 人干细胞因子受体(SCFR)ELISA试剂盒 2025/1/3 12:55:43
- 天然氧吧监测站 2025/1/3 12:55:15
- 人干细胞因子(SCF)ELISA试剂盒 2025/1/3 12:53:59
- 人干扰素诱导蛋白4(IFIT4)ELISA试剂盒 2025/1/3 12:52:42
- 人干扰素诱导蛋白10(IP-10;CXCL10)ELISA试剂盒 2025/1/3 12:51:52
- 人干扰素诱导蛋白10(IP-10)ELISA试剂盒 2025/1/3 12:50:20
- 人干扰素诱导T细胞趋化因子(ITAC;CXCL11)ELISA试剂盒 2025/1/3 12:48:19
- 人干扰素调节因子5(IRF5)ELISA试剂盒 2025/1/3 12:46:54
- 人干扰素调节因子4(IRF4)ELISA试剂盒 2025/1/3 12:45:31
- 人干扰素调节因子(IRF)ELISA试剂盒 2025/1/3 12:44:29
- 人肝脂酶(HL)ELISA试剂盒 2025/1/3 12:42:24
- 人肝脂肪酸结合蛋白(LFABP)ELISA试剂盒 2025/1/3 12:41:36
- 人肝脂肪酸结合蛋白(FABP1)ELISA试剂盒 2025/1/3 12:40:04
- 人肝细胞生长因子受体(HGFR)ELISA试剂盒 2025/1/3 12:38:11
- 人肝细胞核因子4α(HNF4α)ELISA试剂盒 2025/1/3 12:34:50
- 人肝细胞癌结合蛋白TD26(TD26)ELISA试剂盒 2025/1/3 12:33:02
- 人肝素辅因子Ⅱ(HCⅡ)ELISA试剂盒 2025/1/3 12:31:07
- 人肝配蛋白B3(ephrin-B3)ELISA试剂盒 2025/1/3 12:29:11
- 人肝癌衍生生长因子(HDGF)ELISA试剂盒 2025/1/3 12:28:06
- 人甘油三酯(TG)ELISA试剂盒 2025/1/3 12:26:17
- 人甘露糖受体(MR)ELISA试剂盒 2025/1/3 12:25:07
- 人甘露糖结合蛋白;甘露糖结合凝集素(MBP;MBL)ELISA试剂盒 2025/1/3 12:23:49
- 人甘露聚糖结合凝集素相关丝氨酸蛋白酶(MASP)ELISA试剂盒 2025/1/3 12:22:20
- 人甘露聚糖结合凝集素丝氨酸肽酶-2(MASP-2)ELISA试剂盒 2025/1/3 12:20:26
- 人甘胺酸-N-甲基转移酶(GNMT)ELISA试剂盒 2025/1/3 12:19:10
- 人甘氨酰脯氨酸二肽氨基肽酶(GPDA)ELISA试剂盒 2025/1/3 12:16:59
- 人钙卫蛋白(CALP)ELISA试剂盒 2025/1/3 12:16:13